Download a PDF version of this article.
Failures on developments that incorporate timber windows are increasing. These failures range from failing joint integrity, the presence of drafts and water ingress resulting in damage to internal surfaces.
This article forms one of a series of articles that aim to highlight those common issues and the practices that should be advocated to mitigate their occurrence.
A major cause of failure for timber windows is loss of structural and weatherproofing integrity at joints formed within the frame.
A full set of design drawings and specifications shall be made available to the warranty provider and all other interested parties prior to the production of any windows, doors or door sets.
The following should be available:
It should be noted that where supporting test evidence or certifications/accreditations are not available e.g. bespoke window designs produced by small joinery workshops, a full specification for the windows shall be made available for review before production commences.
On-site testing at completion of the installation will be required. For guidance on site testing for water penetration’ reference should be made to CWCT test methods e.g. Technical Note No. 41 for guidance on site hose testing methodology.
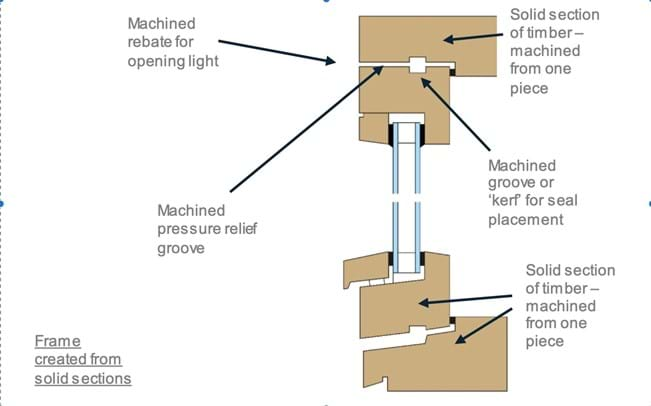
‘Machined’ timber frame sections are traditionally produced from solid sections of timber. A square section of timber is taken, and portions removed to give it a functional shape or ‘profile’. The removal of an area of timber from the the solid section is known as creating a ‘rebate’ and this then can receive glazing or opposing rebates are used to facilitate opening portions of the window, arranged and aligned to provide weather protection when the opening light is closed.
Increasingly suppliers of framing sections are using several sections of timber bonded together using high performance adhesives, and these can be referred to as ‘manufactured’ timber frame sections. The process can be viewed as a means to reduce waste and improve dimensional stability by orientating grain to reduce the opportunity for risk of twist, shrinkage and warping.
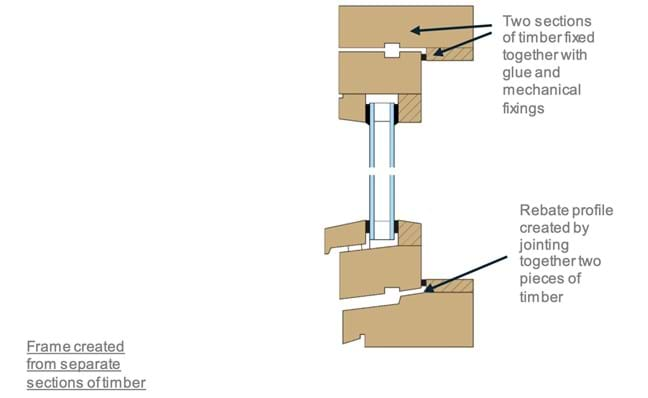
The practice of ‘manufacturing’ timber frame sections in uncontrolled environments e.g. off-site in workshops not using the correct methodology and machinery, or ‘ad-hoc’ carpentry window ‘build-ups’ being created on-site, is resulting in timber window failures in service.
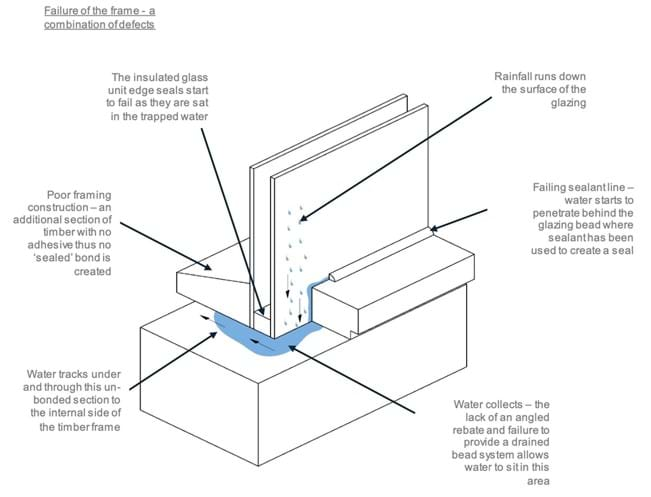
Investigations into these failures has revealed that the joints created between timbers are:
As a result, any water collecting within the rebate section of the frame freely passes between timber sections and appears on the internal face of the timber frame as staining or as physical water deposits on window boards and adjacent surfaces.
Frame joints
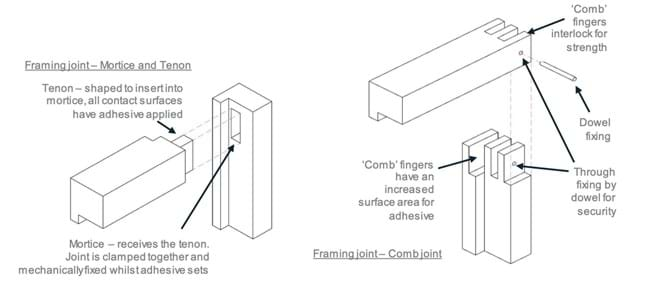
Traditionally the various structural joints found within timber frame manufacture have been those created using intersecting elements, adhesive and nails or screws. Typically, two that are encountered in most situations are the mortice and tenon joint and the comb joint.
It is largely recognised that their strength is not only their intersecting nature, but that they also provide a large surface area for the application of adhesive and also have the joint secured with non-ferrous screws, nails or star dowels whilst glue sets.
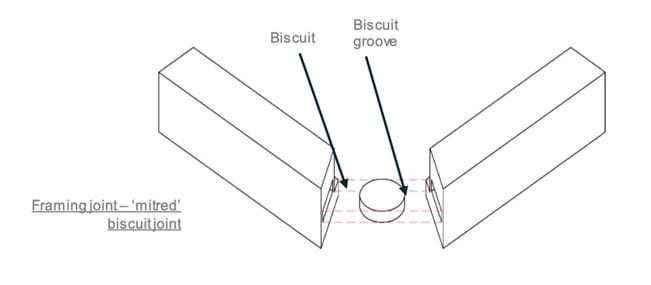
Increasingly however the use of the timber frame joints that are created differently to those with intersecting elements are now becoming more regular. This method uses profile scribed butt joints or mitres, to create the joint.
A ‘biscuit’ (biscuits are pieces of pre-made oval shaped timber) and adhesive completes the joint. The biscuit increases the surface area for adhesive, and creates an intersecting part to the joint.
Opening of structural joints
Timber frames when completed do not receive surface treatments and finishes in the factory. They are then left open to the elements during the build process without adequate protection, and we are experiencing resultant failure in service.
Moisture uptake causes local stress and swelling in the exposed glued joints and these stresses ‘open up’ joints, leading to irrecoverable paths for moisture. Whilst applying timber filling compounds can provide aesthetical solutions, it must be recognised that the original weather resisting capability of the joint and frame as designed and assembled is adversely affected.
Failures can range from water staining at the joints on the inside face of the window to a physical failure of the joint in service e.g. rotting end grain, broken adhesive bonds.
Loss of performance of joint adhesive or incorrect specification of adhesive
Adhesive bonding is a critical part of frame joint assembly. Increasingly we are seeing failures in joint strength which suggests joints are either not being glued correctly or are using an incorrect glue specification. It should also be recognised that the above issues of lack of protection to completed work may be adding to the issue and exposing adhesives to situations beyond their tested performance.
Glue specification should follow the guidance of BS EN 12765 and BS EN 204 to determine its suitability. As window construction is exposed to the weather, a durability class of C4/D4 would be expected for the adhesive, but the completed assembly must be protected by an adequate surface coating for the adhesive to remain functional.
When subject to a suitable specification and manufactured within a controlled factory environment with appropriate levels of quality control, it must be recognised that timber framed windows and doors can deliver a robust and reliable frame in service.
A means to demonstrate that a quality management system is in place for manufacturing operations is to have a clearly defined set of processes with supporting documentation that proves and demonstrates an assurance that manufacturers are creating products in accordance with applicable pre-defined quality standards. Typically, this is in the form of accreditation given under such schemes as ISO 9001.
However where this is not the case, or where the timber frames are being subjected to conditions on site during the build that are outside their tested performance, it potentially results in defects arising early on and often results in an increase in the likelihood of a Warranty claim in service.
To ensure that timber windows are not subject to premature failure and moisture ingress it is essential that certain safeguards are in place.
For the purpose of warranty:
These procedures must be part of a recognised quality management system of work – see ‘The management of quality’ section of this article.
Note: The Warranty surveyor, at their discretion, may ask for evidence of any quality management system in place at the place of manufacture for the workshop or manufacturing facility producing the timber components (e.g. ISO 9001 accreditation).
Read more articles on the Resource Hub and sign up to receive our blog round-up.
Every care was taken to ensure the information in this article was correct at the time of publication (October 2022). Guidance provided does not replace the reader’s professional judgement and any construction project should comply with the relevant Building Regulations or applicable technical standards. For the most up to date Premier Guarantee technical guidance please refer to your Risk Management Surveyor and the latest version of the Premier Guarantee Technical Manual.
Ref: TS-3329